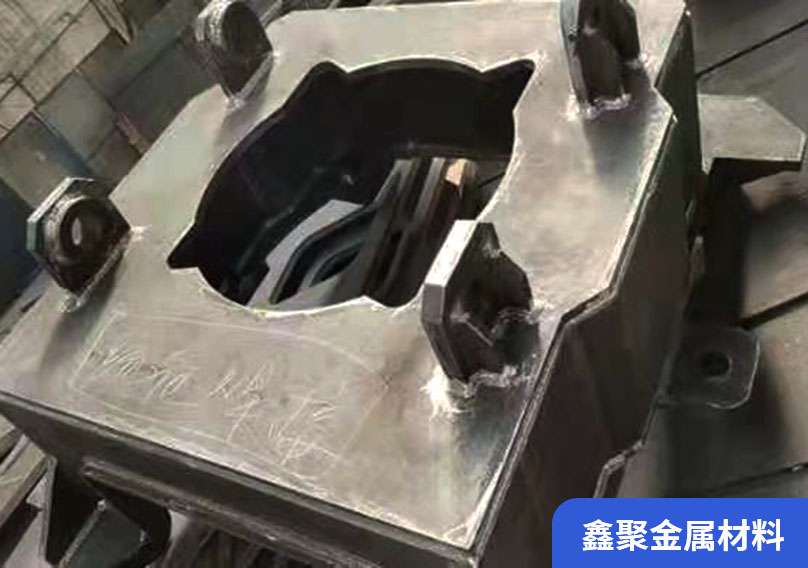
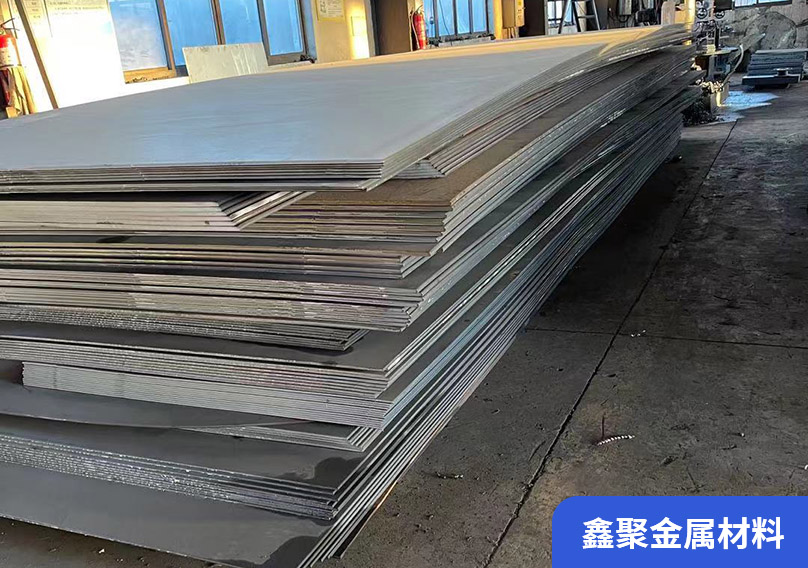
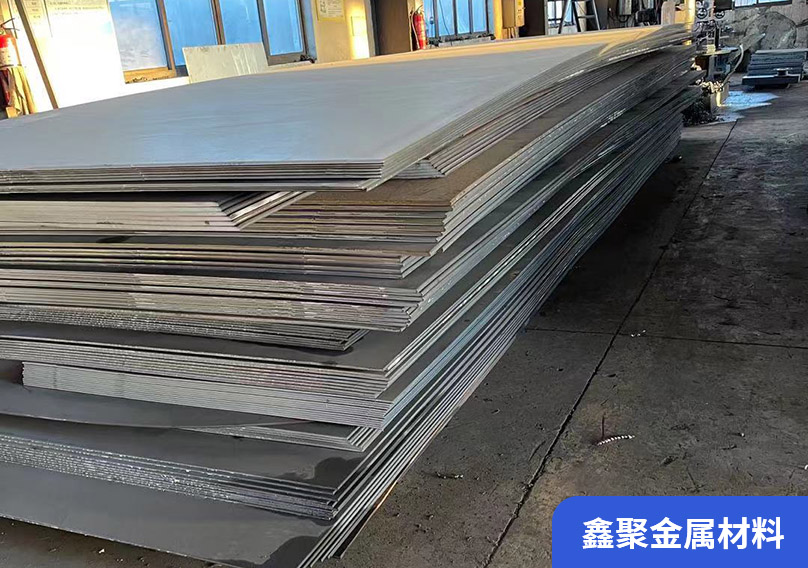
大型激光加工切割的基本原理是將粒子束照射鋼件表層時釋放出來的動能來使鋼件溶化并揮發,以做到激光切割和手工雕刻的目地。激光切割精密度是考量激光加工切割實際效果的一個關鍵構成部分,可是激光加工切割精密度都不徹底在于機器設備自身,只是由各個方面要素構成。
一是聚焦部位控制系統。聚焦點鏡片相對孔徑越小,聚焦光點直徑就越小,因而操縱聚焦相對性于被切原材料表層的部位十分關鍵。
二是激光切割破孔技術性。一切一種熱激光切割技術性,除少數狀況能夠從板邊沿剛開始外,一般都務必在板上穿一小圓孔。以前在激光器沖壓模具復合機上是用沖針先沖破一孔,隨后再用激光器從小孔處剛開始開展激光切割。
三是嘴設計方案及氣旋控制系統。光纖激光切割不銹鋼板材時,co2和聚焦點的粒子束是根據噴頭射入被切原材料處,進而產生一個氣旋束。對氣旋的基礎規定是進到創口的氣總流量要大,速率要高,便于充足的空氣氧化使創口原材料充足開展化學反應;另外又有充足的角動量將熔化原材料噴涌吹出。
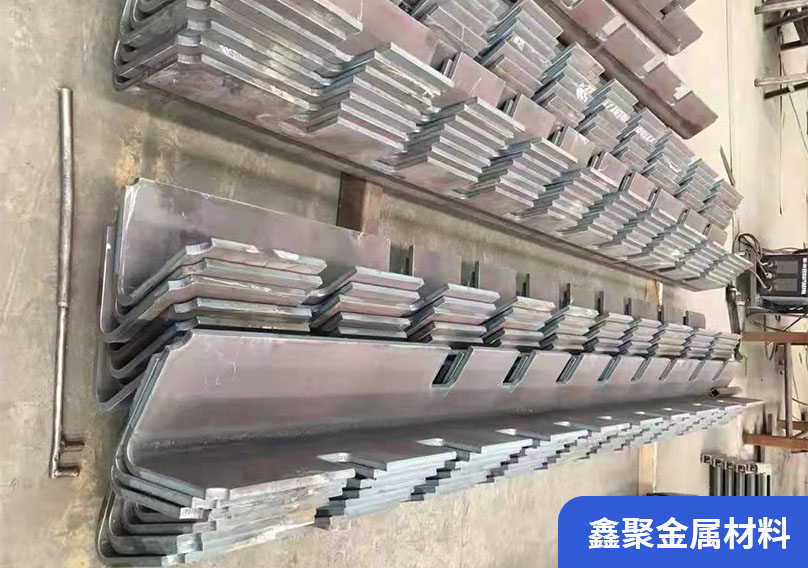
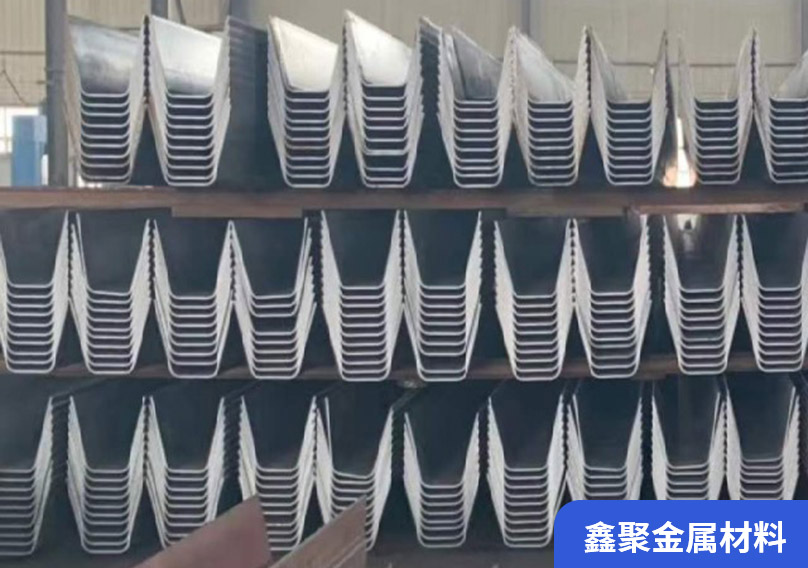
對很多大型激光加工廠家而言,因為微型機程序流程的智能化激光加工切割系統軟件能便捷激光切割不一樣樣子與規格的鋼件(鋼件工程圖紙也可改動),它通常比沖切、壓模加工工藝更被優先選擇采用。