板金車(chē)間的傳統(tǒng)加工方式為剪、切、折三步流程。在鈑金加工中,沖裁工藝要求大量的模具,而沖裁工藝又具有少切削、無(wú)切削等特點(diǎn),因此非常重要。這種模具通常需要在一次生產(chǎn)中完成幾十個(gè)套筒,而有些產(chǎn)品可能需要上百個(gè)套筒。在模具設(shè)計(jì)制造過(guò)程中,時(shí)間本身就需要一定的周期,而產(chǎn)品還要有一定的試制周期,這樣就造成了大量的耽誤時(shí)間,從經(jīng)濟(jì)角度來(lái)看,裝備大量模具,產(chǎn)品的成本就會(huì)相應(yīng)增加,造成成本的浪費(fèi)。因此,在整個(gè)市場(chǎng)競(jìng)爭(zhēng)的大環(huán)境下,迫切需要一種新的加工方式。
由于以上原因,大型激光加工技術(shù)在鈑金車(chē)間便成了一大特色,激光加工技術(shù)大的特點(diǎn)就是不用模具就可以加工,利用激光加工落料省去了大量模具的使用,使生產(chǎn)時(shí)間縮短,產(chǎn)品成本降低,更好地占領(lǐng)市場(chǎng),非常有利于多種小批量產(chǎn)品的生產(chǎn),以及大批量產(chǎn)品的生產(chǎn)。
間的應(yīng)用")
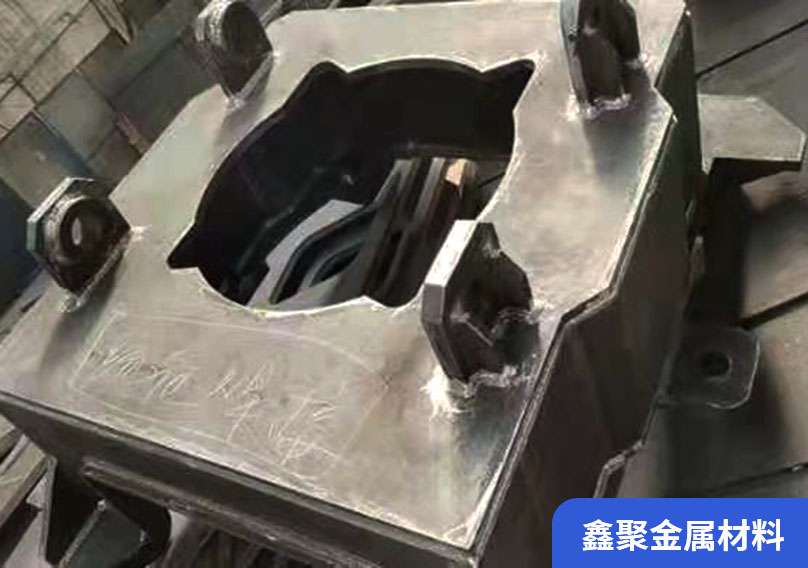
通過(guò)更換模具進(jìn)行大型激光切割,可達(dá)到縮短生產(chǎn)準(zhǔn)備時(shí)間、降低生產(chǎn)成本的效果。激光焊分為脈沖焊和大功率連續(xù)焊。激光焊能使單次激光焊接獲得激光源的大密度能量,高速焊縫受熱面和變形小,焊縫接頭性能好,而且激光焊接時(shí)能控制焊縫尺寸。當(dāng)激光焊接過(guò)程中,在功率、速度和鏡片配合相同的情況下,激光鏡片的焦面位置與焊接材料的焦面位置會(huì)影響材料的熱效率,通常采用焊接材料比激光鏡片焦面高的方法。
可以說(shuō)的是,隨著激光加工技術(shù)的發(fā)展,鈑金車(chē)間生產(chǎn)加工必然會(huì)實(shí)現(xiàn)穩(wěn)定、可靠、高效和高自動(dòng)化的程度。