

我們在生產(chǎn)中經(jīng)常碰到各種各樣的折彎缺陷需要解決,比如折裂、壓痕等問題。材料經(jīng)剪切或沖裁后,在邊緣常出現(xiàn)毛刺或細(xì)小裂紋,折彎時易形成應(yīng)力集中而被折裂,可見工件折裂時剪切面(帶毛刺面)向外,開裂位置發(fā)生在工件的剪裂帶和揉壓帶。對此采取的工藝措施為:(1)經(jīng)剪切或沖裁后的工件,折彎時保證剪切面向里,即處于受壓狀態(tài),成形效果較好;(2)折彎前對工件進(jìn)行去毛刺處理,折彎后可對折裂處使用手工砂輪機修磨。
我們遇到的另一問題就是折彎壓痕的問題,尤其是在外表面件涂裝后壓痕凸顯尤為嚴(yán)重,在產(chǎn)品折彎時可以看出,隨著折彎工序的進(jìn)行,折彎件與下刀接觸而滑動,在折彎工序完成后,接觸點發(fā)生位置移動就產(chǎn)生了折彎壓痕,壓痕的這段距離為A,其大小為0.414倍V槽的寬度,即為壓痕的寬度,普通傳統(tǒng)工藝解決方法是:加大折彎凹模的V槽肩部圓角;而我們在實際生產(chǎn)中采用R=V/6,效果有改善,同時在折彎凹模上墊塑料布或者膠墊,但塑料布或者膠墊對于中厚板折彎來說壽命很短,折彎壓痕膜的采用成本又較高,所以無壓痕折彎模具的出現(xiàn)也從一定程度上解決了這個問題,但是無壓痕模具也存在成本高的問題。
折彎自動化的思維我們的板材加工基本都為中厚板的折彎,大型折彎加工件的重量從幾十公斤到幾百公斤,長度從零點幾米到平均三米左右,長期生產(chǎn)工人勞動強度大,生產(chǎn)效率會出現(xiàn)衰減,所以引入機械手實現(xiàn)自動上下料,折彎自動化是我們以后的主要發(fā)展方向,這對于一個企業(yè)來說也是長遠(yuǎn)發(fā)展的目標(biāo)。
新聞中心
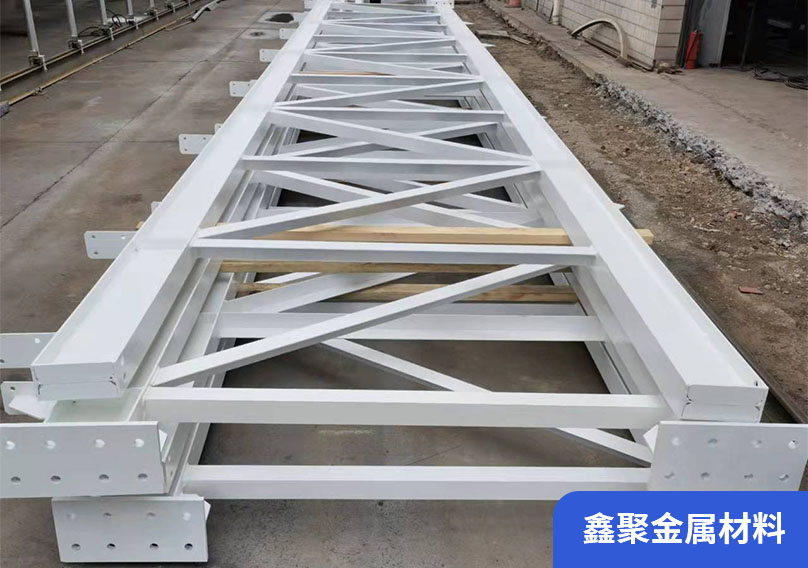
大型折彎加工件常見的缺陷及工藝措施
發(fā)布時間: 瀏覽:0次
下一篇:
鑫聚對大型折彎加工的知識講解分析
相關(guān)產(chǎn)品/ products Show
厚板折彎加工

附近折彎加工
鐵板折彎加工

大型折彎加工

折彎加工廠家
大型折彎加工
相關(guān)新聞/ Related news
最新新聞
News Center

聯(lián)系我們:
151-9088-7468聯(lián)系人:陳經(jīng)理 15190887468
聯(lián)系人:張經(jīng)理 15051774219
郵箱:26739258@qq.com
地址:南通市通州區(qū)金沙街道新三園村55組
