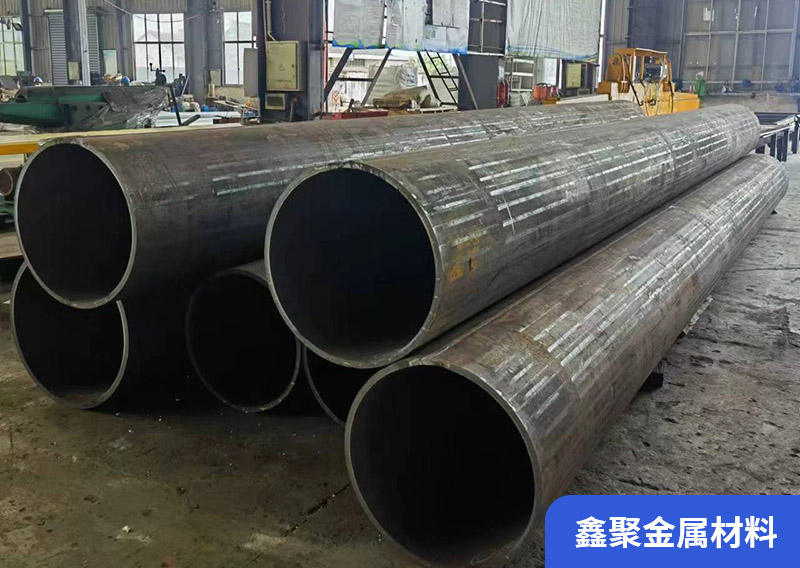
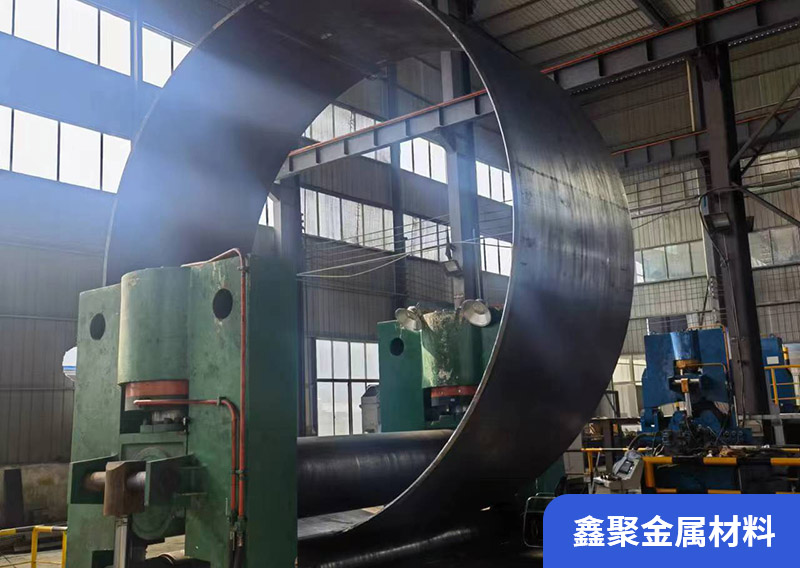
大型卷圓加工對卷板機也是有要有要求的。卷板機規(guī)格平整的塑性金屬板通過卷板機的三根工作輥(二根下輥、一根上輥)之間,借助上輥的下壓及下輥的旋轉運動,使金屬板經過多道次連續(xù)彎曲,產生塑性變形,卷制成所需要的圓筒、錐筒或它們的一部分。
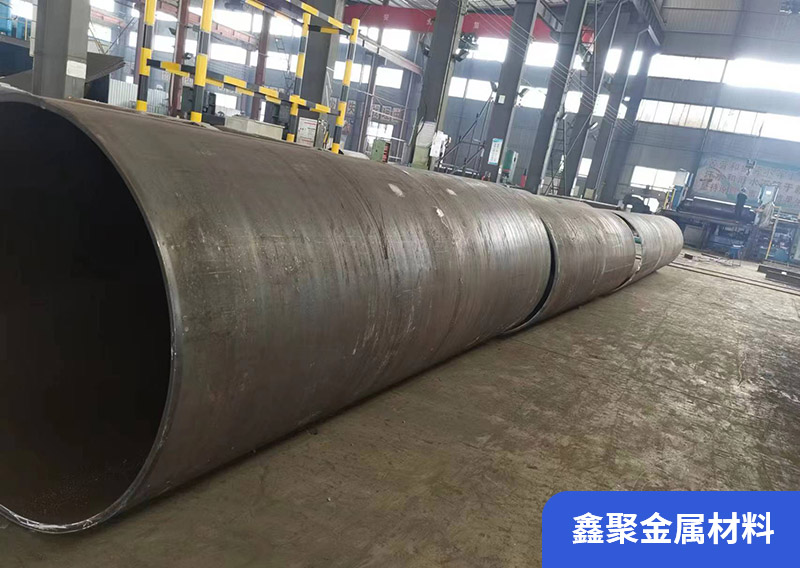
如果卷制的圓桶直徑小(即曲率半徑小)、壁厚,用四輥卷板機卷制前應制做一圓弧樣板,邊預彎邊用樣板檢查預彎弧度,應稍多彎曲一點,但不要太多,這一步應過細一點。這樣卷出來的筒體很接近標準圓筒尺寸,對下一步校圓就容易多了(也可通過計算四輥的升降高度預制出符合要求的預彎弧度,但計算過程比較復雜)。如果預彎時量過大或不足,在焊接完成后均可用一圓弧斜鐵在卷板機上,對噘嘴或內陷處的焊縫進行墊校即可卷制出合格的筒體。
卷板操作卷圓加工時注意事項如下:
1、卷板機必須有專人負責管理。
2、操作人員必須熟悉卷板機的結構性能和使用方法,經負責管理人員同意后,方可進行操作。
3、開機前要仔細檢查安全裝置是否完好。
4、操作時,嚴禁手、腳放在滾軸和傳動部件及工件上。
5、工作中斷后,應將離合器打至空檔。
6、多人協(xié)同作業(yè)必須要有專人指揮。
7、嚴禁超負荷工作。
8、上輥的升降翻轉軸承的傾倒復位及上輥的平衡,須在主傳動停機后進行。
9、工作場地禁止亂堆工件及雜物,做到時刻保持機床及場地清潔。
10、作業(yè)完畢,應切斷電源,并鎖好電源箱。